热连轧薄规格高效轧制模型及自动化控制技术创新及应用
来源: 中国金属学会 发布时间:2024-01-12
一、研究的背景与问题
唐钢一钢轧厂在轧制2.0mm及以下薄规格时常发生轧机状态不稳定、活套控制困难、卷取高速飞剪剪切点不准、卷取卸卷系统工作不稳定等各种问题,另外还存在精轧轧制力预测精度不高,带钢尾部拉窄比例偏高、机架间拉窄等问题突出,严重影响了产品质量和企业生产成本。以上诸多问题都迫切需要从轧制模型及自动化控制技术进行研究及改善。
对于热连轧模型和自动化控制系统的研究,尤其是针对带钢头部穿带、轧制过程、尾部抛钢的稳定性问题,国内外钢铁企业从设备、检测、控制、工艺等方面对热连轧轧制稳定性展开了一系列研究。为保证带钢性能及尺寸控制精度,投入了自动宽度控制、轧机预设定模型、辊缝自学习模型、轧制力自学习模型、温度自学习模型、agc控制、宽度道次间重计算功能、板形模型、动态弯辊力控制模型、立辊头尾短行程功能等模型控制技术。按照厚度公差±50μm计算,目前大多数热轧数学模型及控制系统能保证到99%以上的命中率;宽度公差按照5-15mm计算,高水平产线能保证到96%以上。并且针对战略品种需求,对现场工艺及现有模型的优化、模型及自动化控制功能开发都提出了新的要求。
唐山钢铁集团有限责任公司热轧1810线在2012年进行过一次模型及自动化控制系统升级,但此后一直未进行过系统模型优化,尤其在轧制一些高强薄规格品种时,生产稳定性及产品质量精度均出现了较多问题。立项前,项目组已经对产线问题进行了详细的调研和分析,并且取得了大量的现场生产数据,也总结了一些规律,在控制模型及自动化控制上进行了多次的改善和创新性的方法改进,对项目开展积累了一定经验,另外从人员配置方面,已经初步形成了涵盖模型、自动化、工艺及质量专业人才团队,对分析和解决综合性问题,奠定了基础。
二、解决问题的思路与技术方案
本项目总体思路是以热轧产品厚度、宽度、板形等过程参数指标及生产稳定性为研究目标及对象,以模型优化及功能开发、工艺技术及流程改进和智能化及仿真技术为研究路径,通过数据分析、同行业对标、模型自学习优化、控制功能开发、模型参数优化、控制逻辑优化等手段,以提高唐山钢铁集团有限责任公司热轧产线的轧制稳定性,提高模型控制精度和热轧产线的成材率,降低企业成本。项目研究及应用的技术路线如图1所示。
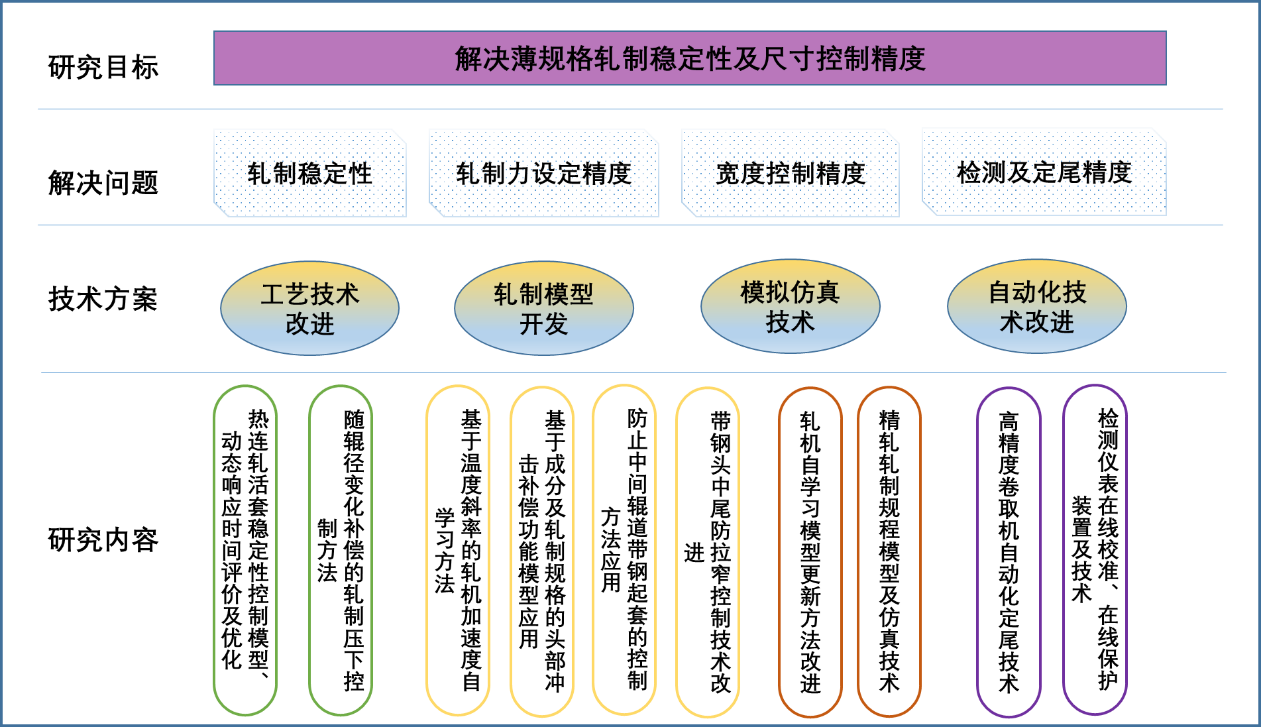
图1 项目研究及应用的技术路线
三、主要创新性成果
热连轧薄规格高效轧制模型及自动化控制技术创新及应用,属冶金行业热轧模型及自动化控制领域,以热轧产线轧制稳定性、厚度、宽度、板形等产品尺寸精度控制为研究对象,开展控制模型功能开发及热轧工艺优化,主要科技创新点如下:
1、发明了基于中间坯温度斜率的轧机加速度自学习方法,并建立了温度趋势和加速度的数学模型,解决了预设加速度偏差大导致轧制稳定性降低的问题。
2、发明了基于中间辊道起套率控制轧机级联速度的方法,用数学模型对起套量、起套率、后机架的速度关系进行描述,通过对粗轧末机架速度进行调整,来减小中间辊道带钢起套程度,同时设置控制死区来减少对轧机速度的调整频率,提高轧制稳定性。
3、自主开发了精轧轧制规程模型及仿真系统,揭示了轧制速度、变形率、轧制温度、合金成分、轧辊材质等因素与轧件变形抗力、轧制力的数学关系。实现基于轧制数学模型和工艺设备参数模拟计算精轧轧制规程参数,通过对轧制力、轧制扭矩以及电机功率等参数分析,以改进工艺制度和轧机负荷分配和制定合理的工艺制度、减少试轧次数和降低试轧风险、加快产品的批量生产进程、提高产品质量和降低生产成本。
4、发明了适应高强钢板形控制的支撑辊辊型和板形控制方法,确定了支撑辊辊型、pc轧机角度、轧机负荷等因素与轧机出口带钢凸度的关系,提高了高强薄规格带钢凸度控制能力和平直度控制水平。
四、应用情况与效果
本项目于2019年1月开始成功应用于唐山钢铁集团有限责任公司热轧1810产线,该产线为2001年引进的薄板坯连铸连轧生产线,是国内第一条应用半无头轧制工艺的热轧带钢生产线,设计产能250万吨年,品种结构以高碳、耐候、高强热成型钢及冷轧基料为主,薄规格产品为产线特色品种。
项目研究的基于温度斜率的轧机加速度自学习方法、基于中间辊道带钢起套率调整级联速度、楔形动态控制方法、负荷分配优化软件、高强钢板形控制方法、基于成分体系的轧机冲击补偿功能等一系列创新成果都在产线得到了应用,取得了良好的效果。
项目应用后,轧制力设定精度、厚度、宽度、板形控制精度和生产稳定性达到稳定提高,精轧轧制力命中率达到97.49%,带钢尾部拉窄比例由9.0%降至2.7%,机架间拉窄卷数由21卷/月降至5卷/月及以下;轧制厚度2.0mm及以下薄规格时轧机废钢率由3次/万吨降低至0.3次/万吨;半无头废次降由2.2%降到0.2%;变规格轧制时精轧机活套套量不稳等原因导致的宽度厚度不合发生率减低到0.2%以下;卷取机的定尾精度控制在±5°以内,实现了高精度定尾;厚度2.0mm以上规格r2f1之间无起套拉窄现象,2.0mm以下规格r2f1之间起套拉窄率<0.01%;产量和质量提升带来的直接经济效益近六千万元。知识产权方面,申请发明专利15项,授权13项,发表论文8篇,取得软件著作权5项,在国内钢铁行业处于领先水平,具有极高的推广价值。
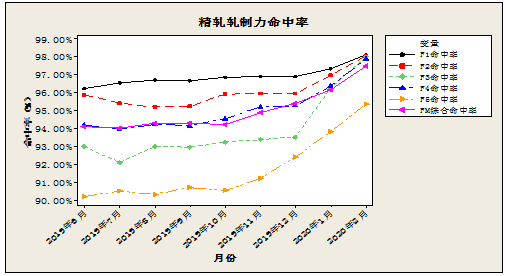
图2 精轧轧制力设定命中率
信息来源:唐山钢铁集团有限责任公司
亚博电竞网的版权与免责声明
【1】本网站凡注明“学会秘书处”的所有作品,亚博电竞网的版权均属于四川省金属学会所有,未经书面授权,任何媒体、网站或个人不得转载、摘编或利用其它方式使用上述作品。已经本网站协议授权的媒体或网站,应在授权范围内使用上述作品,并注明“来源:四川省金属学会”。违者本网站将追究其相关法律责任。
【2】本网站凡注明“来源:xxx(非学会秘书处)”的作品,均转载自其它媒体,登载此作品出于传递更多信息之目的,不代表学会观点或证实其描述,不对其真实性负责。作品内容仅供参考,如转载稿件涉及亚博电竞网的版权等问题,请在两周内来电或来函与四川省金属学会联系。

